Bière filtrée ou non filtrée, vous devez mesurer la turbidité
La turbidité est «la concentration de particules en suspension dans un échantillon en mesurant la lumière incidente diffusée à angle droit par rapport à l’échantillon».
ISO 7027, Qualité de l’eau: détermination de la turbidité
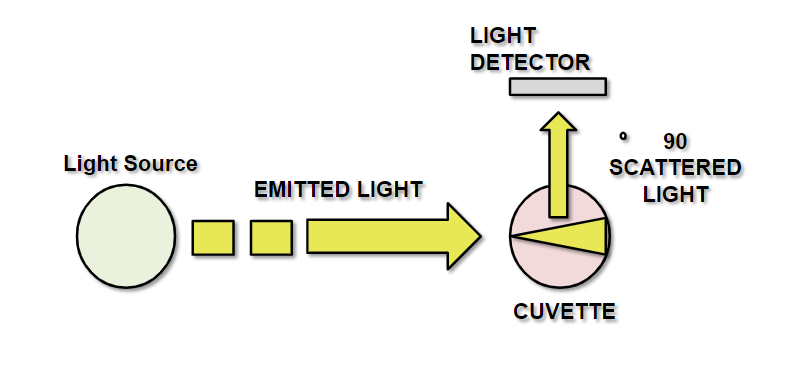
Figure: La figure ci-dessus est un exemple de néphélomètre simple et de mesure de la turbidité.
La bière n’est pas naturellement claire ou brillante. Il faut beaucoup de travail pour clarifier la bière. Dans ce cas, clair signifie brillant et non trouble par opposition à la couleur de l’eau. Les brasseurs s’efforcent de faire briller la bière depuis des décennies, voire des siècles. Quand la bière claire est-elle devenue une chose? Très probablement à l’époque où les brasseurs travaillaient à nettoyer leur levure et à créer un profil de saveur propre ciblé. La sélection d’une seule souche de levure pour rendre la bière cohérente allait de pair avec la pratique consistant à faire décanter de la levure et d’autres matériaux de la bière lorsque la fermentation était terminée. Historiquement, les brasseurs britanniques utilisaient des matériaux de clarification comme la gélatine ou l’isinglass avec une charge électrostatique à combiner avec de la levure, permettant ainsi à la matière combinée de se déposer hors de la bière. L’ingénieur allemand Lorenz Enzinger a introduit les brasseurs au filtre à plaques et à cadre en 1880, en passant la bière à travers des feuilles de filtre en cellulose pour clarifier. La filtration a évidemment été un grand pas en avant dans le processus. Maintenant que tous ces progrès ont été réalisés pour rendre la bière claire, il existe une tendance récente à rendre les bières aussi brumeuses que possible. Bien que principalement aux États-Unis, la bière non filtrée est très recherchée. Les deux styles (clair et brumeux) sont mesurables et la mesure de la turbidité aidera tout brasseur à maintenir la cohérence entre les lots.
Bombes de brume et la montée de l’IPA opaque

Lire les feuilles de thé, en fait, les FTU
Les étalons de turbidité formazine fournissent une échelle de référence. Cela permet de rendre compte de la turbidité de la bière en termes d’unités de turbidité formazine (FTU).
Normes de turbidité formazine, méthodes ASBC 2006, Beer-27
L’American Society of Brewing Chemists Methods comprend un chapitre sur la préparation d’étalons de formazine en combinant du sulfate d’hydrazine et de la formine dans une solution mère qui est ensuite diluée en quantités prescrites. Les dilutions en série permettent une gamme d’étalons qui aideront à identifier la turbidité de l’échantillon testé. La formazine reste en suspension dans des bouteilles en verre [clair] en silex pour une comparaison visuelle ou dans des cuvettes afin de pouvoir être utilisée pour l’étalonnage d’un turbidimètre. Bien qu’une comparaison visuelle soit efficace, les échantillons qui sont passés à travers le turbidimètre donnent la lecture la plus précise.

Le Hanna Instruments Indicateur de turbidité de brume HI84792 est conforme ASBC et suffisamment portable pour transporter la brasserie avec vous pour tester quand et où vous en avez besoin. Il est important de pouvoir normaliser vos lectures sur un turbidimètre automatique, c’est pourquoi Hanna utilise les normes AMCO AEPA-1. Ces étalons sont conformes aux normes US EPA et sont plus stables que la formazine, en particulier lors de l’étalonnage à de faibles niveaux de turbidité.
Étude de la turbidité des bières filtrées et non filtrées
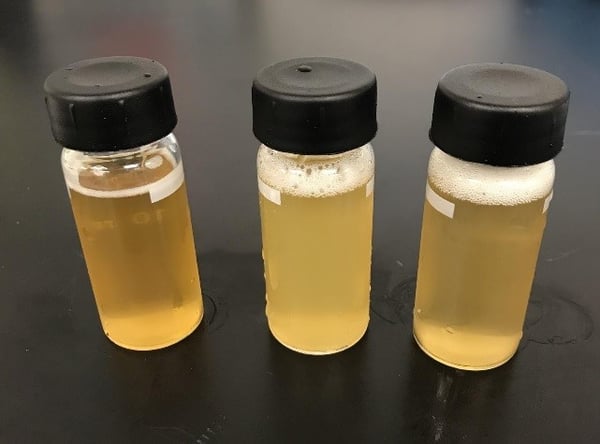
De gauche à droite: Brasserie régionale et artisanale 3, Brasserie régionale et artisanale 1, Brasserie régionale et artisanale 3. Tous ne sont pas filtrés.
Pour mieux comprendre la différence entre la turbidité de la bière finie filtrée et non filtrée, 3 échantillons de bière en conserve filtrée et 3 échantillons de bière en conserve non filtrée disponibles dans le commerce ont été achetés localement pour une série de lectures de turbidité. Pour mieux comprendre la différence entre la turbidité de la bière finie filtrée et non filtrée, 3 échantillons de bière en conserve filtrée et 3 échantillons de bière en conserve non filtrée disponibles dans le commerce ont été achetés localement pour une série de lectures de turbidité.
- Calibrer le turbidimètre à l’aide des étalons de turbidité de formazine [<0.10, 15.0, 100, 800 – HI 88703-11]
- Appliquez de l’huile de silicone [HI 93703-58] sur l’extérieur des cuvettes et essuyez avec un chiffon en microfibre [HI 731318]. Huit cuvettes par échantillon.
- Pré-refroidir les cuvettes dans un bain d’eau glacée.
- Rincer la cuvette avec de la bière, verser l’échantillon dans les cuvettes, le bouchon et retourner au bain d’eau glacée.
- Après 20 min, retirez le capuchon de l’échantillon, remuez avec une sonde de température pour dégazer.
- Lorsque l’échantillon indique 1 ° C (34 ° F), recapuchonnez, essuyez la cuvette avec un chiffon en microfibre et lisez immédiatement.
- Huit lectures par échantillon. [Samples kept in ice bath between readings.]
| Échantillons filtrés, grandes brasseries américaines | |||||||||
| Marque | FTUs (exemples de répliques) | Moyenne | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Grande brasserie américaine 1 | 2.10 | 2.66 | 2.52 | 2.73 | 2.11 | 2.31 | *** | 3.13 | 2.51 |
| Grande brasserie américaine 2 | 2.77 | 1.96 | 4.93 | 2.00 | 1.85 | 3.69 | 3.50 | 3.04 | 2.97 |
| Grande brasserie américaine 3 | 3.66 | 2.04 | 2.20 | 2.80 | 2.50 | 3.00 | 2.35 | 3.87 | 2.80 |
***L’échantillon était une valeur aberrante significative (P < 0.05).
| Échantillons non filtrés, brasseries régionales ou artisanales | |||||||||
| Marque | FTUs (exemples de répliques) | Moyenne | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Brasserie régionale et artisanale 1 | 477 | 413 | 500 | 515 | 476 | 455 | 521 | 512 | 485 |
| Brasserie régionale et artisanale 2 | 214 | 231 | 307 | 220 | 239 | 296 | 187 | 272 | 246 |
| Brasserie régionale et artisanale 3 | 78.9 | 87.7 | 79.6 | 85.8 | 99.1 | 91.1 | 85.0 | 90.1 | 86.0 |
En chiffres
Les grandes lagers américaines sont dans un groupe serré. Ils produisent une bière blonde brillante et dorée depuis des décennies en mettant l’accent sur la stabilité de conservation. Pas de vraies surprises avec leurs résultats. Les exceptions sont plus probables avec les petites brasseries fabriquant des bières dorées comme la Pilsner, Helles, Kolsch et Cream Ale. Ces marques auront des lectures FTU plus élevées, surtout si les bières sont houblonnées à sec ou centrifugées en un seul passage.
Les bières non filtrées des régions présentent une gamme de turbidité beaucoup plus large. Les échantillons de bière filtrés ne varient que de 0,17 FTU, alors qu’il existe une différence de 399 FTU entre la brasserie régionale et artisanale 1 et la brasserie régionale et artisanale 3. De nombreux brasseurs artisanaux aspirent maintenant à avoir une bière super brumeuse. Sur de nombreux sites d’évaluation de la bière en ligne, plus il y a de brouillard, mieux c’est, tout comme les brasseries BU plus élevées de la dernière décennie qui étaient considérées comme plus souhaitables [to some]. Comme l’a dit un brasseur, avoir l’IPA la plus amère du marché était comme un restaurant proposant le plat mexicain le plus chaud. Vous ne pensez pas que la nourriture était authentique à moins de vous brûler la bouche. Nous pouvons être à ce stade avec de la brume. Si vous pouvez voir à travers la bière, ce n’est pas assez brumeux.
