Gefiltertes oder ungefiltertes Bier, Sie müssen die Trübung messen
Die Trübung ist “die Konzentration von Schwebeteilchen in einer Probe durch Messung des einfallenden Lichts, das im rechten Winkel von der Probe gestreut wird”.
ISO 7027, Wasserqualität: Bestimmung der Trübung
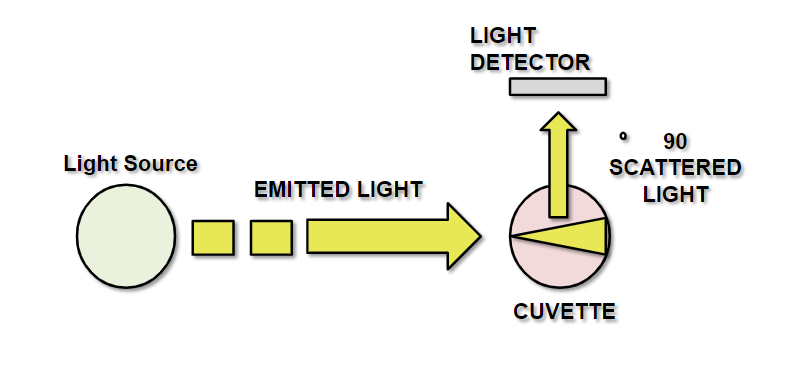
Abb.: Die obige Abbildung ist ein Beispiel für eine einfache Nephelometer- und Trübungsmessung.
Bier ist nicht von Natur aus klar oder brillant. Es braucht eine Menge Arbeit, um Bier zur gewünschten Klarheit zu bringen. In diesem Fall bedeutet Klarheit hell und ohne Trübung im Gegensatz zur Farbe des Wassers. Die Brauermeister arbeiten seit Jahrzehnten, wenn nicht Jahrhunderten daran, das Bier hell zu machen. Seit wann gibt es klares Bier? Wahrscheinlich ungefähr zu der Zeit, als die Braumesiter an der Reinigung ihrer Hefe und der Erstellung eines gezielten sauberen Geschmacksprofils arbeiteten. Die Auswahl eines einzigen Hefestamms, um das Bier konsistent zu machen, ging Hand in Hand mit der Praxis, Hefe und andere Stoffe nach der Gärung aus dem Bier zu entfernen. Historisch gesehen verwendeten britische Brauereien Schönungsmittel wie Gelatine oder Isinglas mit elektrostatischer Ladung, um sich mit Hefe zu verbinden, wodurch sich die gebundenen Stoffe aus dem Bier absetzen konnten. Der deutsche Ingenieur Lorenz Enzinger führte 1880 die Brauer in den Platten- und Rahmenfilter ein, wobei das Bier zur Klärung durch Zellulosefilterschichten geleitet wurde. Die Filtration war offensichtlich ein großer Schritt nach vorn in diesem Prozess. Nachdem nun all diese Fortschritte bei der Verbesserung der Klarheit von Bier gemacht wurden, gibt es in letzter Zeit einen Trend, Biere so trüb wie möglich zu machen. Vor allem in den USA ist unfiltriertes Bier sehr begehrt. Beide Stile (klar und trüb) sind messbar, und die Messung der Trübung hilft jedem Braumeister, die Konsistenz zwischen den Chargen aufrechtzuerhalten.
Haze Bombs und der Aufstieg des undurchsichtigen Craft Beer

Aus den Teeblätter lesen, na ja, eigentlich die FTUs
Formazin-Trübungsstandards bieten eine Bezugsskala. Dies ermöglicht die Angabe der Biertrübung in Form von Formazintrübungseinheiten (FTU).
Formazin Turbidity Standards, ASBC Methods 2006, Beer-27
Die American Society of Brewing Chemists Methods enthält ein Kapitel über die Herstellung von Formazin-Standards durch Kombination von Hydrazinsulfat und Formin in einer Stammlösung, die dann in vorgeschriebenen Mengen verdünnt wird. Serielle Verdünnungen ermöglichen eine Reihe von Standards, mit deren Hilfe die Trübung der zu testenden Probe identifiziert werden kann. Formazin bleibt in [klar]Glasflaschen in Suspension, entweder für einen visuellen Vergleich oder in Küvetten, so dass es zur Kalibrierung eines Trübungsmessgeräts verwendet werden kann. Während ein visueller Vergleich wirksam ist, liefern Proben, die durch ein Trübungsmessgerät laufen, die genauesten Messwerte.

Die Hanna-Instrumente HI84792 Trübungsmessgerät für Dunst ist ASBC-konform und tragbar, um es in der Brauerei mit sich zu führen und zu testen, wann und wo Sie es brauchen. Es ist wichtig, dass Sie Ihre Messwerte auf einem automatischen Trübungsmessgerät standardisieren können, und deshalb verwendet Hanna die AMCO AEPA-1-Standards. Diese Standards sind US-EPA-konform und stabiler als Formazin, insbesondere bei der Kalibrierung auf niedrige Trübungswerte.
Trübungsstudie von gefilterten und ungefilterten Bieren
Von links nach rechts: Regional- und Craft-Brauerei 3, Regional- und Craft-Brauerei 1, Regional- und Craft-Brauerei 3. Alle sind ungefiltert.
Um ein besseres Verständnis des Unterschieds zwischen gefilterter und ungefilterter Trübung des fertigen Bieres zu erhalten, wurden vor Ort 3 Proben von gefiltertem und 3 Proben von ungefiltertem, handelsüblichem Dosenbier für eine Reihe von Trübungswerten gekauft. Die Proben wurden gekühlt, entgast und in das Hanna-Trübungsmessgerät HI847492 unter Verwendung des folgenden Protokolls für Trübungsmesswerte eingelegt:
- Trübungsmessgerät mit Formazin-Trübungsstandards kalibrieren [ < 0.10, 15.0, 100, 800 – HI 88703-11]
- Tragen Sie Silikonöl [HI 93703-58] auf die Außenseite der Küvetten auf und wischen Sie Überreste mit einem Mikrofasertuch ab [HI 731318]. Acht Küvetten pro Probe.
- Küvetten in einem Eiswasserbad vorkühlen.
- Die Küvetten mit Bier spülen, die Probe in die Küvetten gießen, verschließen und zurück ins Eiswasserbad geben.
- Nach 20 Minuten den Deckel der Probe entfernen und mit einem Temperaturfühler rühren, um zu entgasen.
- Wenn die Probe 1°C (34°F) anzeigt, verschließen Sie die Küvette mit der Kappe, Küvette mit einem Mikrofasertuch abwischen und sofort ablesen.
- Acht Messwerte pro Probe. [Samples kept in ice bath between readings.]
| Gefilterte Proben, große US-Brauereien | |||||||||
| Marke | FTUs (Proben-Replikate) | Durchschnitt | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Große US-Brauerei 1 | 2.10 | 2.66 | 2.52 | 2.73 | 2.11 | 2.31 | *** | 3.13 | 2.51 |
| Große US-Brauerei 2 | 2.77 | 1.96 | 4.93 | 2.00 | 1.85 | 3.69 | 3.50 | 3.04 | 2.97 |
| Große US-Brauerei 3 | 3.66 | 2.04 | 2.20 | 2.80 | 2.50 | 3.00 | 2.35 | 3.87 | 2.80 |
***Stichprobe war ein signifikanter Ausreißer(P < 0.05).
| Ungefilterte Proben, regionale oder Craft- Brauereien | |||||||||
| Marke | FTUs (Proben-Replikate) | Durchschnitt | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Regionale & Craft Brauerei 1 | 477 | 413 | 500 | 515 | 476 | 455 | 521 | 512 | 485 |
| Regionale & Craft Brauerei 2 | 214 | 231 | 307 | 220 | 239 | 296 | 187 | 272 | 246 |
| Regionale &Craft Brauerei 3 | 78.9 | 87.7 | 79.6 | 85.8 | 99.1 | 91.1 | 85.0 | 90.1 | 86.0 |
Nach den Zahlen
Die großen US-Lager sind in einer engen Gruppe zusammengefasst. Sie produzieren seit Jahrzehnten brillantes, goldenes Lagerbier mit dem Schwerpunkt auf der Lagerstabilität. Keine wirklichen Überraschungen bei ihren Ergebnissen. Die Ausnahmen sind eher bei den kleineren Brauereien zu finden, die goldene Biere wie Pilsner, Helles, Kölsch und Cream Ale herstellen. Diese Marken werden höhere FTU-Werte aufweisen, insbesondere wenn die Biere in einem einzigen Durchgang trocken gehopft oder zentrifugiert werden.
Die ungefilterten Biere aus den regionalen Brauereien zeigen ein viel breiteres Trübungsspektrum. Die gefilterten Bierproben unterscheiden sich nur um 0,17 FTU, während es zwischen der Regional & Craft Brauerei 1 und der Regional & Craft Brauerei 3 eine Differenz von 399 FTU gibt. Viele Craft Brauereien streben heute nach einem sehr trüben Bier. Auf vielen der Online-Bierbewertungsseiten gilt: je trüberr, desto besser, ähnlich wie die BU-Brauereien des letzten Jahrzehnts, die als wünschenswerter angesehen wurden [to some] . Wie eine Brauerei es ausdrückte, war das bitterste IPA auf dem Markt wie ein Restaurant mit dem schärfsten mexikanischen Gericht. Man glaubte nicht, dass das Essen authentisch war, es sei denn, man hat sich den Mund verbrannt. Möglicherweise befinden wir uns in dieser Phase mit der Trübung im Bier. Wenn man durch das Bier hindurchsehen kann, ist es nicht trüb genug.



